

我们为您呈现的护栏高速护栏板厂家源头实体厂商产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:阳泉盂县护栏高速护栏板厂家源头实体厂商的图文介绍
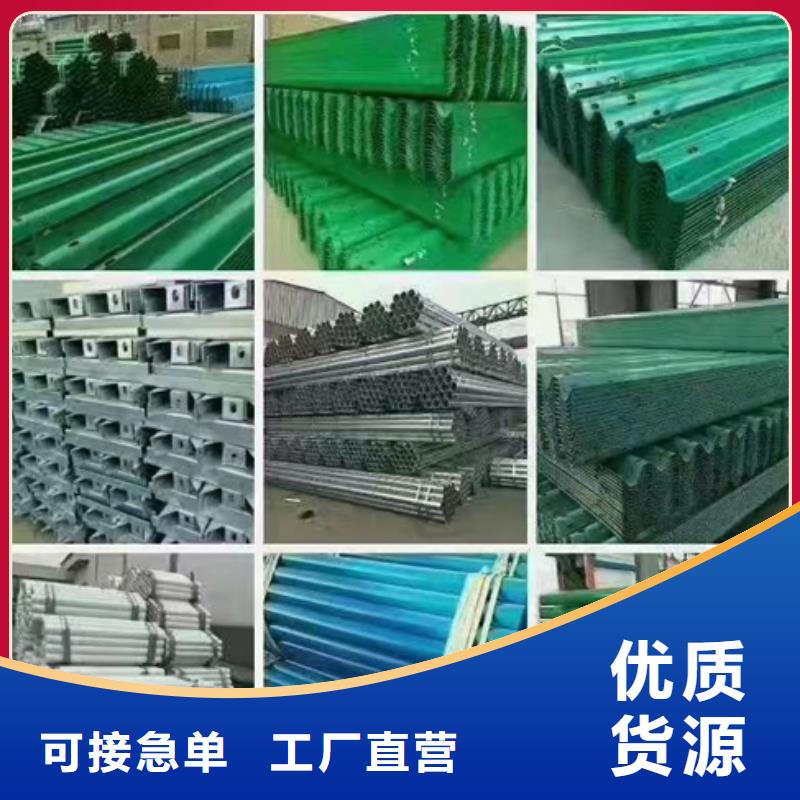
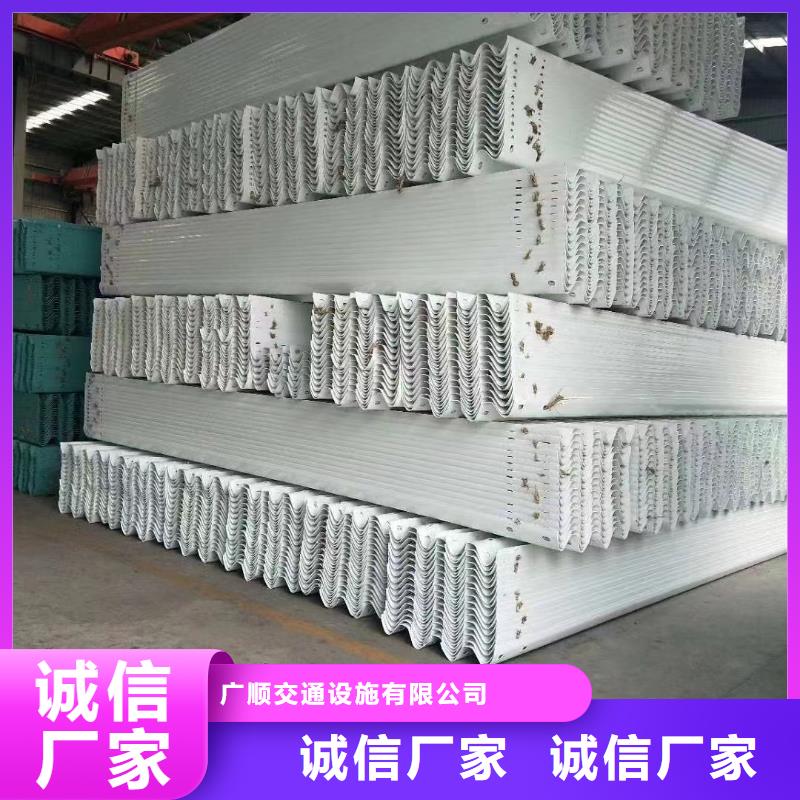
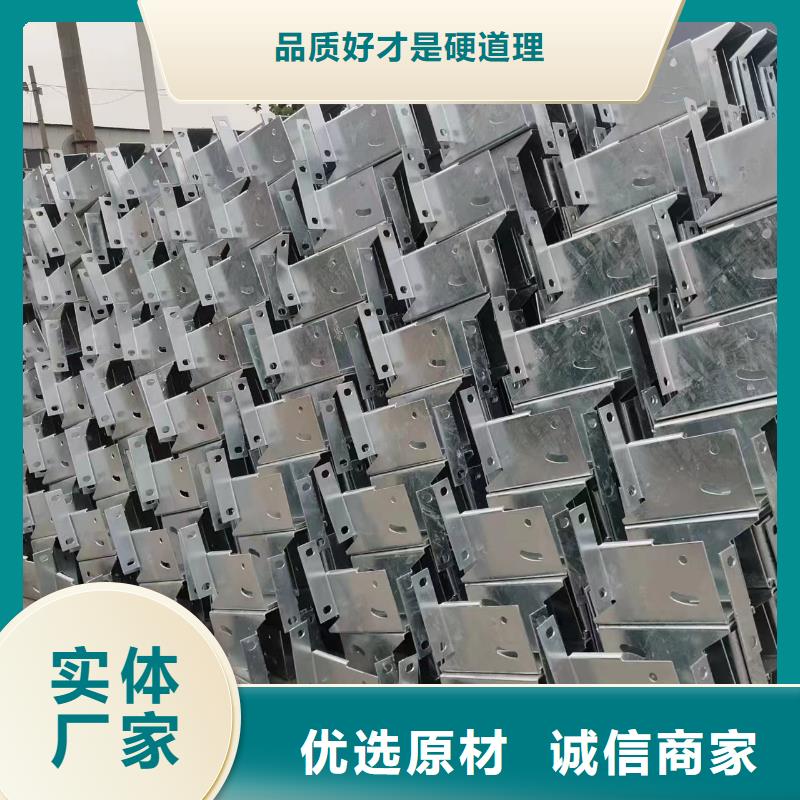
生命防护栏
广顺交通设施(阳泉市盂县分公司)
精工制作 品质保障 售后无忧


生命防护栏的详细介绍
款式新颖 源头采购

广顺交通设施(阳泉市盂县分公司)专业从事【生命防护栏、波形护栏立柱厂家、波形梁防撞护栏厂家、波形公路护栏厂家】的先进企事业单位,我们拥有一支专业的研发队伍,能够随时根据您的要求提供有效的方案,同时,从【生命防护栏、波形护栏立柱厂家、波形梁防撞护栏厂家、波形公路护栏厂家】产品概念,产品设计,原型打样,产品性能测试到批量生产,从项目管理到供应链管理提供给您专业,灵活,可靠以及增值的服务,我们专注于【生命防护栏、波形护栏立柱厂家、波形梁防撞护栏厂家、波形公路护栏厂家】的设计和研发。



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。






