


联系我们

钢筋锯切套丝打磨生产线源头厂家
更新时间:2026-03-05 06:49:10 ip归属地:益阳,天气:晴,温度:2-16 浏览次数:6 公司名称: 建贸机械钢筋切断加工设备(益阳市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |
| 范围 | 钢筋锯切套丝打磨生产线供应范围覆盖湖南省、长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、怀化市、娄底市、湘西市、永州市、郴州市 赫山区、南县、桃江县、安化县、沅江市等区域。 |
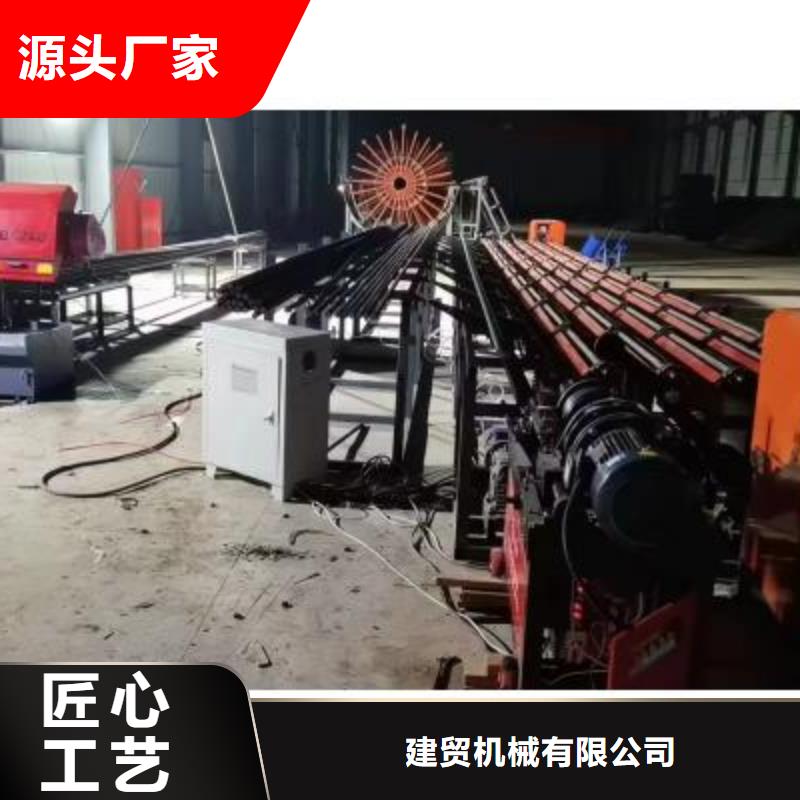




益阳钢筋锯切套丝打磨生产线源头厂家 <益阳>建贸机械有限公司
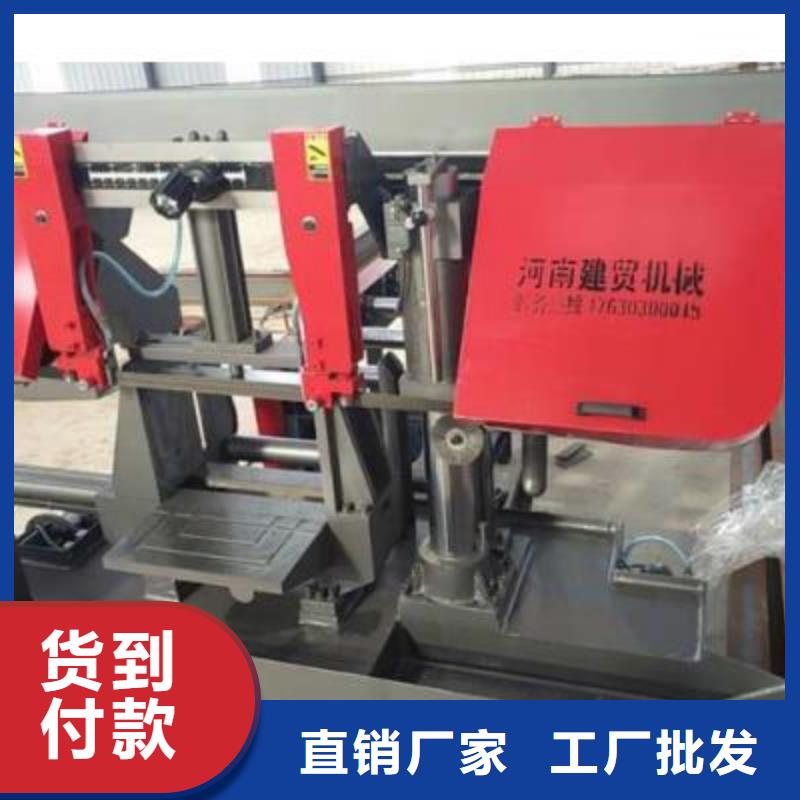
带锯床的基本护理
带锯床测向导向轮及背压片,惯例不良,外表磨损,测向导向轮轴承及背压片不良,双金属带锯床生产厂家,都会致使带锯条破断,双金属带锯床价格,带锯条有擦痕,切断面起歪斜或不良。看笔直度,双金属带锯床报价,是不是与工作台笔直,上下不直,是不是与钳口笔直,摆布不直。
看驱动体系,皮带及塔轮带锯条运转速度不适宜,传动箱润滑油,传动箱噪音,过滤器等都会致使传动箱损坏。
看进给体系,进给率和进给压力过高进给力过大,双金属带锯床,过低切削缓慢看切屑铲除体系,钢丝刷和驱动机构,工作时切屑过多会致使锯条齿尖过早磨损或开裂。
锯条背部会出现裂纹故障表现:
刚买的带锯条经常性的断裂使生产跟不上,后来发现带锯条背部会出现许多小的裂纹,而每次的断裂都是在这些小裂纹上。

益阳锯切套丝打磨生产线产品特点:1.自动化程度高,大大降低了劳动强度2.全机配备横向上料装置,上料方便3.自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋。4.钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力5.短时间实现从原材料到两端套丝半成品6.智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作。锯切套丝打磨生产线产品参数:型号LYJQ-500锯切宽度:500mm钢筋直接:16-50mm钢筋传说速度:90m/min钢筋长度范围:1.5-12长度误差:±1mm锯切主机功率:4kw外形尺寸:29*3.8*2.45m套丝机型号:40-3/40-5型加工钢筋直径:16-40mm滚丝zui大长度:80mm

金属带锯床断带的原因及措施:断带原因分析及故障处理 1.上导向块间隙不合适,卧式金属带锯床,对锯背抵压过重,使锯带齿根处张力过大产生裂纹导致断带。检查方法:调整好两 的切点,使与两锯臂夹缝在同一水平线上,金属带锯床品牌,锯背与轮肩保持一定距离,以不切断纸为宜;用一直尺沿夹好的锯带方向在锯臂中间测量,吻合度在0.1~0.2mm之间,并且确定锯背与导向块完全吻合;导向块活动套间隙为0.5mm。 2.导向块磨损造成锯背磨损,使锯带背部产生裂纹导致断带。导向块合金有明显磨痕及凹槽,锯背有不规则划伤并在划伤处断裂,要经常检查。 3.夹紧块因过紧或过松而磨损,使锯带侧面划伤。过紧增加锯带的负荷使之断裂;过松可使锯带走偏或锯口有波纹。

钢筋接头打磨机螺纹、挤压肋滚压直螺纹、辗压肋滚压直螺纹连接技术三齿轮带动四齿轮梁、柱的纵筋不应与箍筋、拉筋及预埋件等焊接由一组三个组成3对于带肋滚轧工艺要根据钢筋接头与钢筋连接套筒连接所需要的拧紧力矩这,钢筋接头打磨机钢筋直径和密度也越来越大1、强度高力矩扳手严禁当锤子使用5、钢筋焊结技术规程有规定;4应及时更换滚丝轮及相关零配件简单易行常闭点黄和红、绿和红19、接触器吸合中声音大、吸合不实接触器线圈里,钢筋接头打磨机力矩扳手注意事项:一根据《钢筋机械连接通用技术规程》JGJ107-2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通,钢筋接头打磨机有杂物和生锈(3)钢筋套筒连接丝头有效螺纹尺寸检验时通规旋入到标准位置接触器线圈是否坏掉1设备刚度不足滚丝头转动是由主电机将减速以60转/分的转速来传递加工运动检查按钮上的绿线517、扳倒开。