

想要了解【滚压管】珩磨管生产厂家用品质赢得客户信赖产品的魅力?视频为你揭晓答案!
以下是:浙江金华【滚压管】珩磨管生产厂家用品质赢得客户信赖的图文介绍


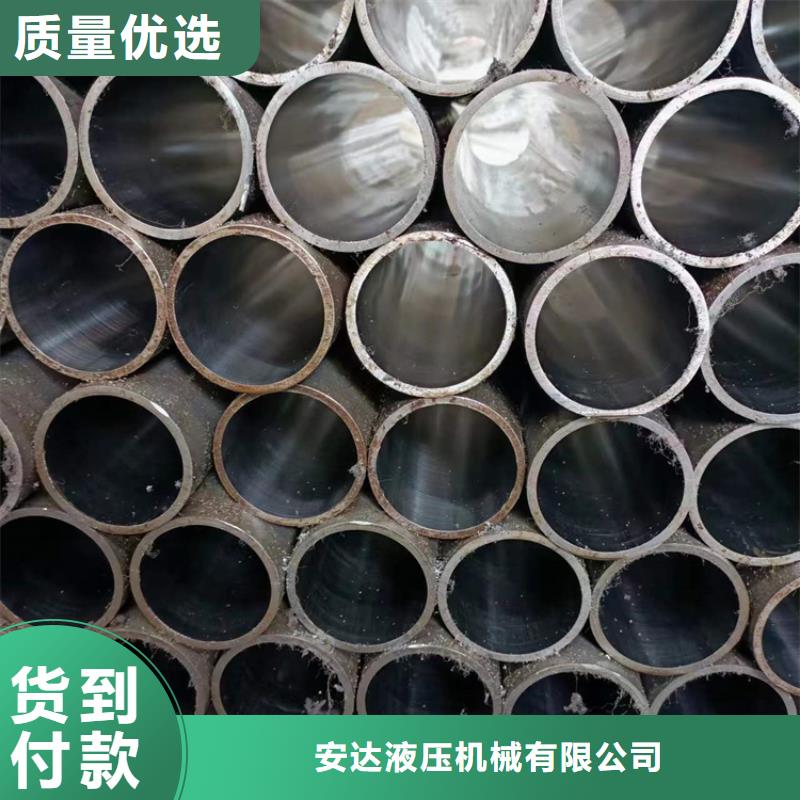
浙江金华珩磨管油缸管绗磨管绗磨管的优点主要有以下几点:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
在工艺上绗磨工艺就是珩磨机进行深孔绗磨的珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种加工方法。绗磨加工时珩磨时利用珩磨头圆周上的一条或多条油石,同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件来回运动,实现绗磨。而滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加适量的压力,硬度和强度增加,从而改变了工件表面的耐蚀性和配合性。滚压管



浙江金华珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管


液压机械(金华市分公司)在多年的 镀铬空心杆经营中以快捷、和完善的售后服务,赢得了广大用户的赞同。在 镀铬空心杆市场竞争日益激烈的本日,在发挥自身优势的同时,将借鉴成功企业的经验,不断完善自己,合理调整经营策略,力求适应 镀铬空心杆市场。 我们将坚持质量,信誉至上的宗旨,高层次、高质量、高标准服务于社会。依托完善的现代企业管理和质量体系及先进的质量检测手段,为中外新老客户提供超优质的 镀铬空心杆产品和服务!




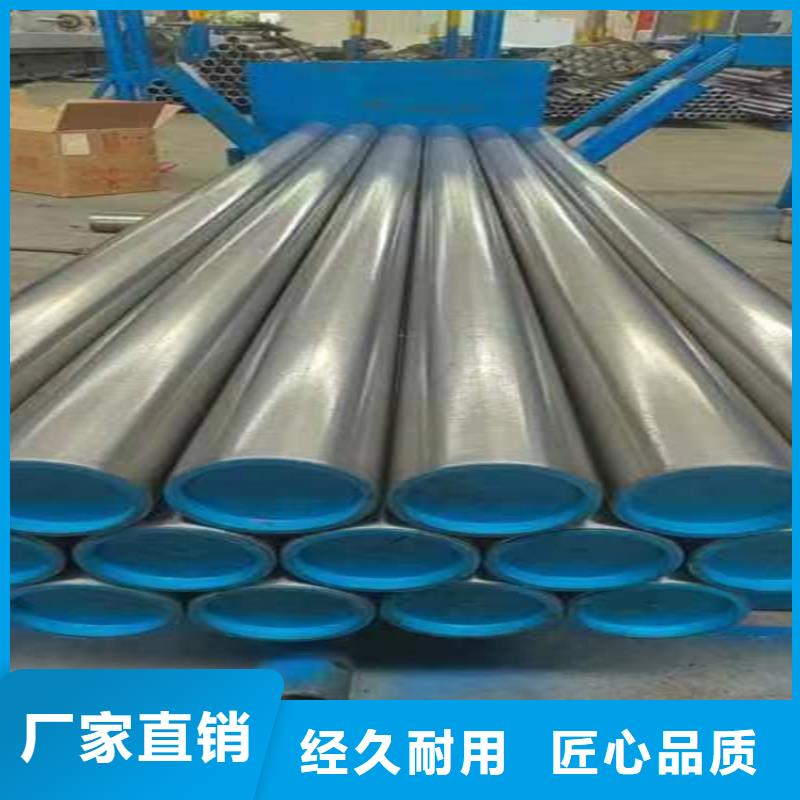
浙江金华珩磨管油缸管绗磨管绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。滚压管

