


联系我们

当前位置:
苏沪金属制品(西安市分公司)
西安当地行业新闻
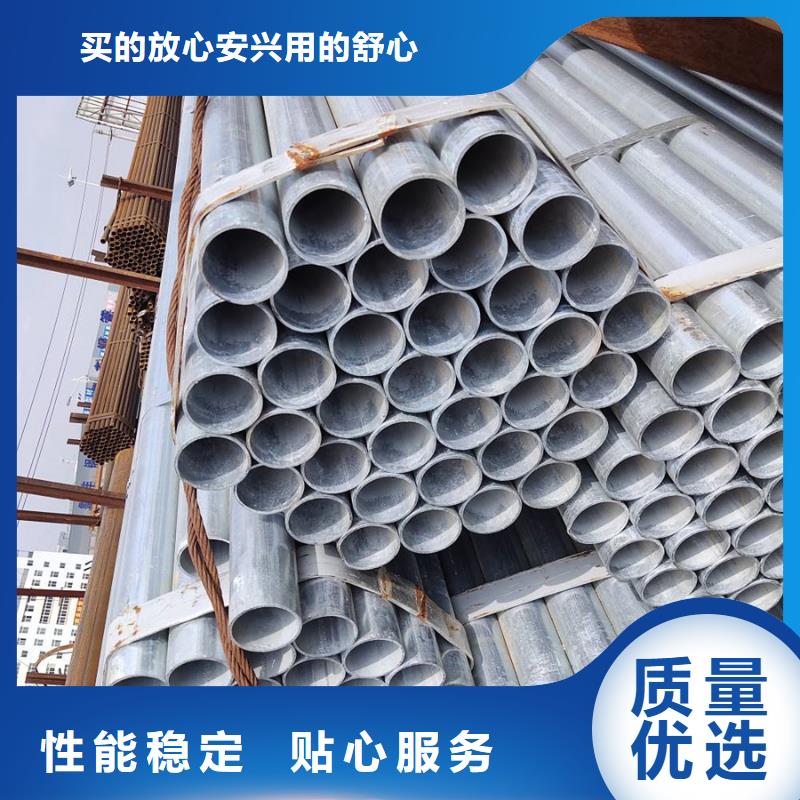
镀锌管螺旋焊管N年生产经验
更新时间:2026-03-10 06:17:47 ip归属地:西安,天气:晴,温度:3-18 浏览次数:14 公司名称: 苏沪金属制品(西安市分公司)
以下是:陕西省西安市镀锌管螺旋焊管N年生产经验的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 4800 |
| 发货期限 | 两天 |
| 供货总量 | 3000 |
| 运费说明 | 物流 |
| 小起订 | 1吨 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B |
| 产品品牌 | 神悦 |
| 产品规格 | 规格齐全 |
| 发货城市 | 包头 |
| 产品产地 | 天津 |
| 加工定制 | 加工 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 镀锌 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 方形 |
| 适用领域 | 建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 3米 4米 5米 6米等 |
| 范围 | 镀锌管螺旋焊管供应范围覆盖陕西省、西安市、宝鸡市、咸阳市、延安市、汉中市、榆林市、铜川市、商洛市、安康市 新城区、碑林区、莲湖区、灞桥区、未央区、雁塔区、阎良区、临潼区、蓝田县、周至县、户县、高陵区等区域。 |
以下是:陕西省西安市镀锌管螺旋焊管N年生产经验的图文视频

【苏沪】为您提供高陵09CuPCrNi-A角钢、蓝田09CrCuSb钢管、汉中09CuPCrNiA钢管、宝鸡ND钢管、延安ND钢板等多元产品与服务。镀锌管螺旋焊管N年生产经验,苏沪金属制品(西安市分公司)为您提供镀锌管螺旋焊管N年生产经验的资讯,联系人:朱经理,电话:【0527-88266222】、【0527-88266222】。 陕西省,西安市 西安市地处中国西北地区、关中平原中部、北濒渭河、南依秦岭,自古有着“八水绕长安”之美誉。西安市主体地貌为秦岭山地和渭河平原,属暖温带半湿润大陆性季风气候。西安是联合国教科文组织于1981年确定的“世界历史名城”,是中华文明和中华民族重要发祥地之一,丝绸之路的起点,历史上先后有13个王朝在此建都。西安是闻名世界的历史名城,与世界的罗马、雅典、开罗等古城齐名,也是中国六大古都中建都历史长的一个。
深入了解镀锌管螺旋焊管N年生产经验产品,一部视频就够了,快来观看!
以下是:陕西西安镀锌管螺旋焊管N年生产经验的图文介绍
几年来苏沪金属制品(西安市分公司)通过全体员工的共同努力,兄弟单位的友好协作,且准确的把握了 09CuPCrNiAH型钢市场信息和机遇,拥有稳定的客户群,公司以较高的速度不断发展完善。看未来,我们会在全国经济快速发展的同时,以优异 09CuPCrNiAH型钢产品质量,诚信合作的工作态度,熟练的业务,更好的发展壮大企业规模,与时俱进。


陕西西安16mn镀锌钢管在生产过程中,要经过很多工序才能获得具有这种特性的优质管件。根据镀锌无缝管的冷加工硬化,可以获得满意的铝合金型材。生产工艺工业设备为:光亮热处理设备主要用于在维修气氛中对不锈钢板产品的生产进行热处理工艺。在未规定镀锌无缝管应用特性的情况下,光亮热处理工艺后对铝合金型材成分的要求不同,因此光亮热处理工艺的生产工艺也会有所不同。 陕西西安16mn镀锌管冷拔后,内应力会在镀锌无缝管原材料中空出,内应力对水管的抗应力腐蚀开裂性能不是很好。各级冷拔导致原材料的应力腐蚀开裂敏感性激增。冷拔等级也会对马氏体不锈钢板的高温长期抗压强度造成不良破坏。一般操作温度越高或开裂应用期越长,可进行的冷拔等级越低。从上面的详细描述可以看出,镀锌无缝管的热处理工艺比较复杂,如果铝合金型材的成分要符合标准,就规定了工业设备在制冷中的调整。



陕西西安镀锌管更容易被划伤; 头尾不齐是带钢直接卷取,轧后不切头尾造成的。 这些缺陷终导致焊管外观质量不合格,必须将其切断或判断为报废,从而降低焊管的成品率和合格率。 塔盘卷从内圈到外圈十条带钢为塔盘卷取带卷,一般不允许大于50mm。 轻微松卷可在精轧后使用,而严重松卷则无法分拣,必须裁切使用,增加金属消耗,降低成品率。 包装不牢固,不符合包装要求; 装卸过程中操作不当; 原材料管理不善、储存、来回升降,造成卷筒松动。 陕西西安镀锌方管氧化皮渗入带钢边缘之间的焊缝区会导致焊接缺陷,而带钢表面的氧化铁片渗入成型会加速成型辊的磨损。 氧化皮严重的热轧带钢应去氧化皮。 热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着锌层。 从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。 热浸镀锌也用于防止腐蚀。 热镀锌的 道工序是酸洗除锈,然后是清洗。 这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。



陕西西安热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。


镀锌管螺旋焊管N年生产经验,苏沪金属制品(西安市分公司)专业从事镀锌管螺旋焊管N年生产经验,联系人:朱经理,电话:【0527-88266222】、【0527-88266222】,以下是镀锌管螺旋焊管N年生产经验的详细页面。