


我们的现场实拍视频将带您走进钢花管欢迎电询产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:广东湛江钢花管欢迎电询的图文介绍


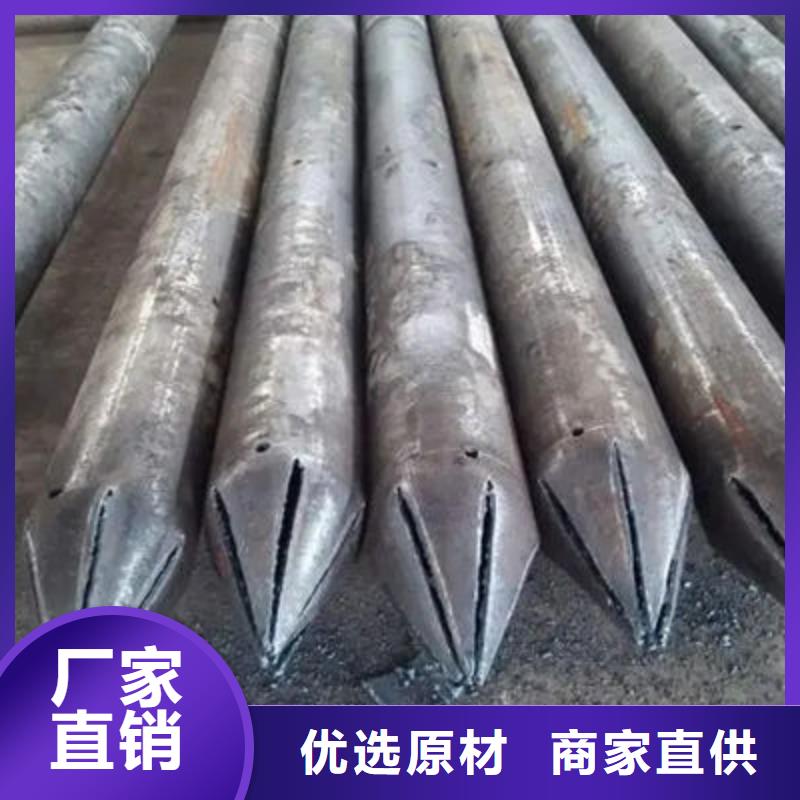
广东湛江焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。



在竞争激烈的 声测管市场中,宝益德钢管(湛江市分公司)秉承“质量和信誉是企业生存之本”的宗旨,坚持“诚信、敬业、和谐、创新”的经营理念和“以信从商、共同发展”的原则,为客户的需求提供好的 声测管,更为客户的 声测管产品市场打下坚实的基础,我厂承诺“同样的 声测管产品比质量,同样的质量比价格”,并24小时携诚为客户服务!


在较深的桥梁码头高层建筑钻孔灌注桩施工中,对于灌柱桩基检测要求采用声波透射法检测桩基质量,按照设计要求应该预埋检测管(声测管)。桩径0.8m以下的需埋设两根检测管,两根检测管必须固定在钢筋笼内同一直线上。桩径0.8m-2.0m的需埋设三根检测管,三根检测管必须呈等腰三角形固定在钢筋笼内。2.0m以上的需埋设四根检测管,四根检测管必须呈正方形固定在钢筋笼内。常规要求采用外径50-60mm的钢管,壁厚3.5mm左右,施工中采取现场焊接法。这种方法在施工中所需成本高,操作复杂,给现场施工带来极大不便,施工成本只占普通焊管成本1/3左右。大大提高了工作效率,降低了施工成本。广东湛江声测管



广东湛江声测管的按照 a)钢管的套接;b)波纹管的套接 1-钢筋;2-声测管;3-套接管;4-箍筋;5-密封胶布 埋置布置 布置声测管的埋置数量及其在桩的横截面卜的布局应考虑检测的控制面积。 一般桩径不大于0.8m时,沿直径布置两根;桩径大于0.8m且不大于1.6m时,布置3根,呈等边三角形;桩径大于1.6m时,布置4根,呈正方形。声测管材质的选择,以透声率较大、便于安装及费用较低为原则。 声脉冲从发射换能器发出,通过耦合水到达水和声测管管壁的界面,再通过管壁到达声测管管壁与混凝土的界面,穿过混凝土后又需穿过另一声测管的两个界面而到达接收换能器。


1、对于既定的检测方案原则上不得更改。 2、“通管”:当声测管堵塞时,施工单位应采取有效措施进行“通管”,可采用下述3种方法: ①用粗长钢筋捅通测管; ②用高压水冲洗清管; ③采用钻机配小钻头进行扫孔。 3、当无法“通管”时,按以下原则处理: ①、当为某桥的 根桩时,必须进行抽芯检测。 ②、当为某桥的非 根桩时,施工单位按附表1的格式填写《变更检测方法申请表》,并经监理、业主代表和监督负责人签名同意后,予以实施。 ③、若某桥多次出现堵管问题,须适时进行抽芯检测。广东湛江声测管


