




别再等待了,仅仅一分钟,就能通过我们的方矩管流体管工程施工案例产品视频探索到无数令人心动的细节和亮点。
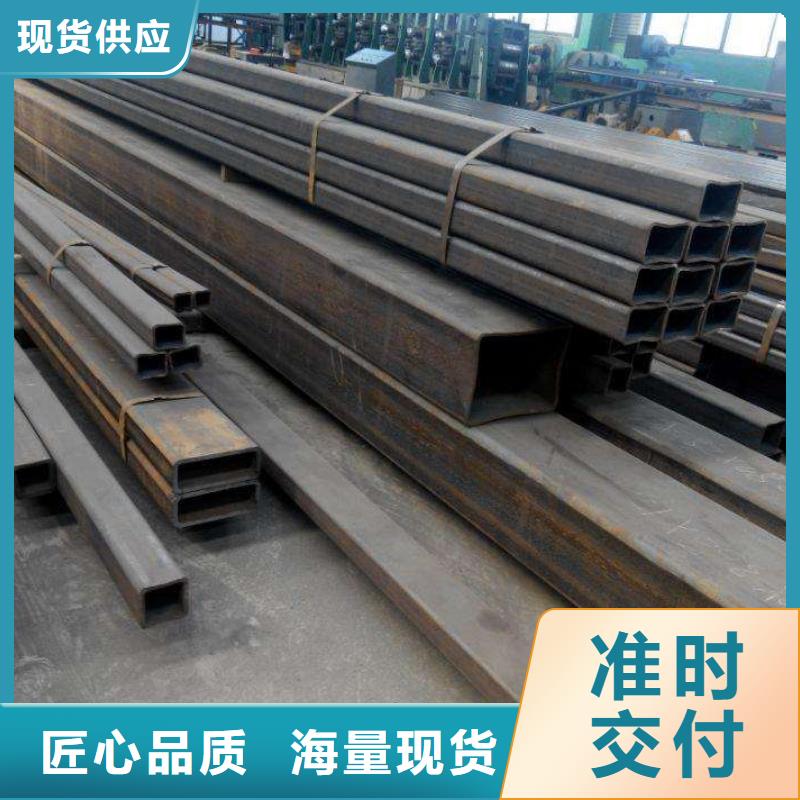
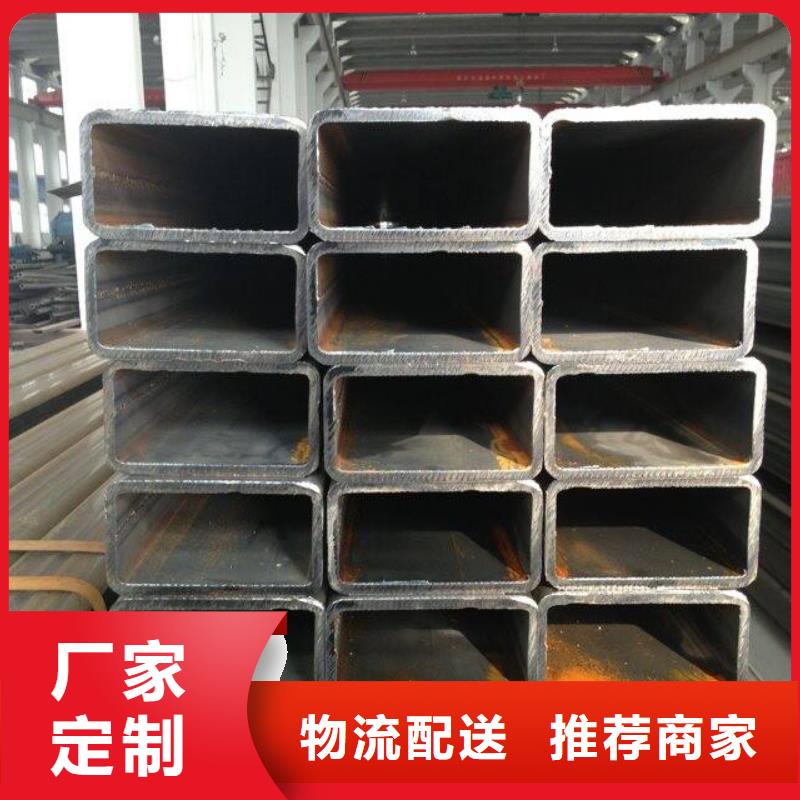
以下是:山西临汾方矩管流体管工程施工案例的图文介绍



方矩管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于方矩管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。主要区别在于方矩管内外径公差小,可控制在±5丝,三辊精轧的尺寸还要更精密。方矩管内外壁是光亮的,基本用于机械加工、五金配件.
方矩管酸洗工艺:主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。对方矩管表面进行除油、除锈,以便进行下道工序处理做准备。在生产过程中,酸洗过程就是为了去除表面氧化皮,后经过润滑处理,再进行拔制深加工。方矩管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。
方矩管酸洗工艺:主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。对方矩管表面进行除油、除锈,以便进行下道工序处理做准备。在生产过程中,酸洗过程就是为了去除表面氧化皮,后经过润滑处理,再进行拔制深加工。方矩管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。



方矩管的无氧退火炉采用流程是什么?无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于JB/T1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低耗,自动连续生产的目的。其特点:1、控制精度:±1℃ 炉温均匀度:±1℃(根据加热室大小而定) 。2、操作方便,可编程,PID自整定、自动升温、自动保温、 自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。3、升温快(升温速率1℃/h至40℃/min可调)。4、节能(炉膛采用进口纤维制作而成,耐高温、耐急热急冷)5、炉体经精致喷塑耐腐蚀耐酸碱,炉体与炉膛隔离采用风冷炉壁温度接近室温6、双回路保护(超温、超压、超流、段偶、断电等)7、炉膛材料进口耐火材料,保温性能好,耐温高,耐急冷急热8、温度类别:1200℃ 1400℃ 1600℃ 1700℃ 180O℃五种9、可通多种气体(氧气、氮气、氩气、氢气等)


恒金属材料销售(临汾市分公司)配备了先进的 低中压锅炉管生产设备、雄厚的技术力量及完善的检测手段, 技术力量水平居 低中压锅炉管行业较高地位。 低中压锅炉管产品畅销全国各地,深受用户信赖。 面对激烈的市场竞争及新的考验,公司将继续不断引进新技术、 新工艺,以适应客户需求。



每种钢管在进行焊接的时候都会有一个参数标准,因为焊接就是根据这个标准进行的,包括其焊接的温度,以及加多少水进行冷却等。我们的方矩管也有自己的焊接参数,只不过它的这种参数和其它的钢管有所不同。这个参数值比较大一些,因为我们的产品没有冷却这一个环节,所以数值相对来说就比较大。方矩管的焊接参数。焊接电流和电弧电压对焊缝形状和焊接质量有着重要的影响,是重要的焊接参数。根据三丝埋弧焊工艺,五丝焊的焊接电流和电弧电压也是按照1丝大电流、小电压逐步过渡到5丝小电流、大电压的方式进行设置的。1丝的电流在焊接电源容量许可的情况下,尽可能选择大电流,以保证在获得足够熔深的情况下有较高的焊接速度。后随4根焊丝的电流按前一丝电流的70%~90%比例进行选择,坡口较大需要较多的焊丝熔敷金属时,选择比例上限;若需降低焊缝余高减少熔敷金属量时,选择比例的下限。切成单根钢管后,每批方矩管都要进行严厉的首检准则,反省焊缝的力学功能,化学成份,溶合情况,钢管外表质量以及经由无损探伤查验,确保制督工艺及格后,才干正式投入出产。
