


联系我们

当前位置:
润星电力管材(呼和浩特市分公司) >
呼和浩特本地新闻中心
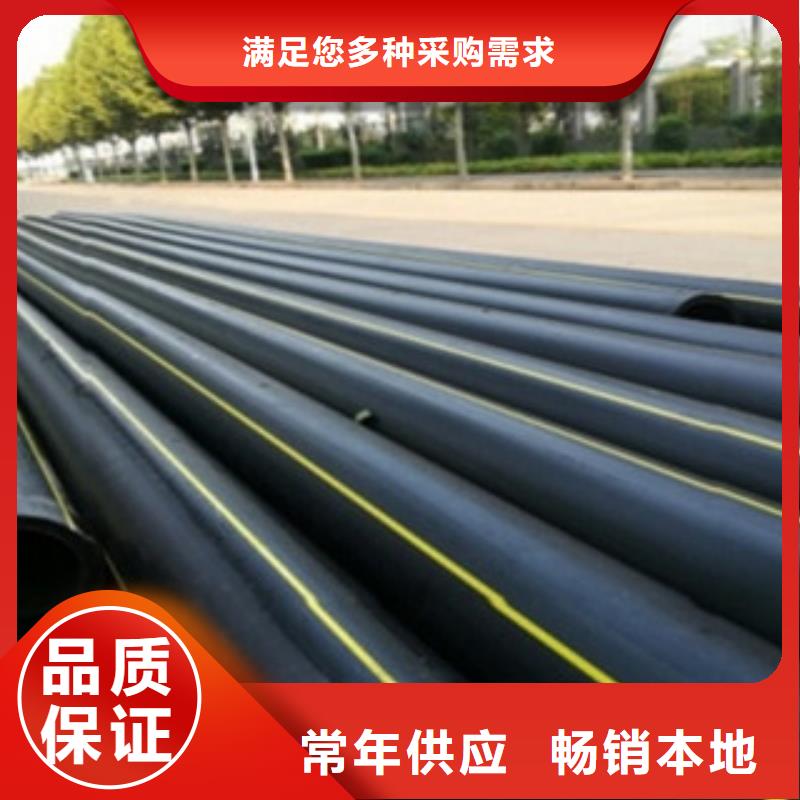
【PE燃气管MPP塑钢复合管现货充足】
更新时间:2026-03-19 18:54:43 ip归属地:呼和浩特,天气:晴,温度:-5-10 浏览次数:6 公司名称: 润星电力管材(呼和浩特市分公司)
以下是:内蒙古呼和浩特市【PE燃气管MPP塑钢复合管现货充足】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
| 范围 | 【PE燃气管MPP塑钢复合管充足】供应范围覆盖内蒙古、呼和浩特市、包头市、乌海市、赤峰市、通辽市、鄂尔多斯市、呼伦贝尔市、乌兰察布市、兴安市、锡林郭勒市、阿拉善市等区域。 |
以下是:内蒙古呼和浩特市【PE燃气管MPP塑钢复合管现货充足】的图文视频





【润星电力】业务覆盖多元场景,提供以下产品和服务:兴安PE塑钢缠绕管、呼伦贝尔BWFRP纤维编绕拉挤管、包头塑料管PE管等。【PE燃气管MPP塑钢复合管现货充足】,润星电力管材(呼和浩特市分公司)为您提供【PE燃气管MPP塑钢复合管现货充足】,联系人:王经理,电话:【18068949505】、【18068949505】。 内蒙古自治区,呼和浩特市 呼和浩特市是历史文化名城,华夏文明的发祥地之一。先秦时期,赵武灵王在此设云中郡,故址在今呼市西南托克托县境。呼市中心城区本是由归化城与绥远城两座城市在清末民国合并而成,故名归绥。1954年,改名为呼和浩特,蒙古语意为“青色的城”。
为了让您更地了解我们的【PE燃气管MPP塑钢复合管现货充足】,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:内蒙古呼和浩特【PE燃气管MPP塑钢复合管现货充足】的图文介绍


PE80于20世纪60年代出现,具有长期静液压强度和抗开残裂能力的中密度聚乙烯管材材料。PE100于20世纪80年代出现,在20℃年件下,在50年后仍能保持10MPa小要求强度MRS,且有优异的抵抗和慢速开裂裂纹增长的能力,主要优越性能有:(1)更强的耐压力。对于天然气管,增加压力和缩小管径可同时选择,总成本将降低;(2)更薄的管壁。在通常的操作压力下,使用PE100,管壁可大大变薄;(3)更高的性。PE80有良好的可扰性,便于盘卷和压扁阻力,在中小口径上广泛应用;PE100级多用在DN150以上。聚乙烯管材可以露天使用,但对管材产生使用的原料有要求,要求有良好的耐候性。
一般应选用碳黑含量在2.5%左右的聚乙烯管材专用料,而不含炭黑含量很低只起着色作用的聚乙烯管材要避免在阳光下曝晒。HDPE燃气管材与不同壁厚的管材(或管件)如果直接热熔对接,由于热熔对接,由于热板的加热温度相同,而管材与管材(或管件)热熔区的截面积不一样,而施加的熔接压力相同,这样不能保证两者之间的粘合效果,影响对接质量。一个管道系统是内压、生产管材时冻结的应力、安装时的应力、土壤和交通负荷等力的综合体。应力的作用会使管材形成裂纹,一旦裂纹已经形成,它的发展将取决于主导应力(驱动力)和材料的抵抗应力增长的能力。柔性热塑性的优越性在于具有松驰或重新分配这些应力的能力。归根到底,较高的抵抗慢速裂纹增长的能力意味着对压力管道安装的程度较高。
大力支持农业发展,但随着环境的污染和恶化,农田的灌溉是一个很大的问题,而其所用的管道也是重要因素。之前所采用的往往是PVC等管材,但此类管材抗压能力差,易破损和爆裂。但是随着PE管材的和使用,如今农业灌溉、滴灌、喷灌等行业采用PE管材和管件的越来越广泛。下面笔者介绍一下农田灌溉PE管材的优点。农田输水专用pe管材内壁光滑,流体阻力小,不生锈。对水质要求不严格,不积圬,管材耐低温性好,使用温度范围较宽,在-20℃~40℃环境下均可正常使用。良好的耐磨性。做为可移动的支管时,在地上拖拉不会影响管材的使用寿命,加入特殊助剂,防止老鼠等啮齿动物对埋地管材的损坏。PE管材性能稳定,卫生性能好,不影响水质,不会因此而影响农作物的、无公害,具有优异的抗老化性能,长期光照或埋地均可保证其使用性能。
一般应选用碳黑含量在2.5%左右的聚乙烯管材专用料,而不含炭黑含量很低只起着色作用的聚乙烯管材要避免在阳光下曝晒。HDPE燃气管材与不同壁厚的管材(或管件)如果直接热熔对接,由于热熔对接,由于热板的加热温度相同,而管材与管材(或管件)热熔区的截面积不一样,而施加的熔接压力相同,这样不能保证两者之间的粘合效果,影响对接质量。一个管道系统是内压、生产管材时冻结的应力、安装时的应力、土壤和交通负荷等力的综合体。应力的作用会使管材形成裂纹,一旦裂纹已经形成,它的发展将取决于主导应力(驱动力)和材料的抵抗应力增长的能力。柔性热塑性的优越性在于具有松驰或重新分配这些应力的能力。归根到底,较高的抵抗慢速裂纹增长的能力意味着对压力管道安装的程度较高。
大力支持农业发展,但随着环境的污染和恶化,农田的灌溉是一个很大的问题,而其所用的管道也是重要因素。之前所采用的往往是PVC等管材,但此类管材抗压能力差,易破损和爆裂。但是随着PE管材的和使用,如今农业灌溉、滴灌、喷灌等行业采用PE管材和管件的越来越广泛。下面笔者介绍一下农田灌溉PE管材的优点。农田输水专用pe管材内壁光滑,流体阻力小,不生锈。对水质要求不严格,不积圬,管材耐低温性好,使用温度范围较宽,在-20℃~40℃环境下均可正常使用。良好的耐磨性。做为可移动的支管时,在地上拖拉不会影响管材的使用寿命,加入特殊助剂,防止老鼠等啮齿动物对埋地管材的损坏。PE管材性能稳定,卫生性能好,不影响水质,不会因此而影响农作物的、无公害,具有优异的抗老化性能,长期光照或埋地均可保证其使用性能。



诚实守信是润星电力管材(呼和浩特市分公司)的核心价值观,是企业文化的基石,是我们的崇高品质,是我们建基立业之本。我们倡导的诚信观,诚信于公司、诚信于客户、诚信于员工、诚信于社会。如果您想了解更多有关 【黑色电力管材】产品,可点击在线咨询,也可拨打我们页面联系电话,我们真诚为您解答每一个疑问。


“煤改气”一直是社会各界热议的话题。近年来,关于“煤改气”必要性的问题众说纷纭,甚至有人提出“煤改气”不仅不能解决空气污染,甚至会加重雾霾,事实究竟如何?PE燃气管所示的压力均表示为公称压力,用Mpa表示,1Mpa≈10kgf/cm2即管材在20℃条件下,输送介质的工作压力,但随着介质的温度的升高(不得输送>50℃的介质)工作压力随之减小,这从客观上在选择给水管道须考虑足够的压力的系数。受“经济性”问题困扰,我国多数地区“煤改气”的推进依赖环保政策,市场内生动力不强,而近期市场情况似乎有所改变。就相关问题,笔者进行了进一步的探讨。PE燃气管施工简易:管道连接施工迅速容易,施工工程费低廉。
PE燃气管材料属聚烯烃类高分子化合物,其分子由碳、氢元素组成,无有害元素,卫生可靠。在加工、使用及废弃过程中,不会对人体及环境造成不利影响,是绿色建材。PE燃气管材不仅韧性、挠性好,而且焊接性能,管道连接过程中施焊效果可靠,造价低。同时具有良好的气密性、耐腐蚀性和良好的抵抗裂纹快速传递能力,因而广泛用于市政、石油、化工、燃气等建设领域。PE燃气管材的应用是2004年科技成果项目。公司近年来开展对PE燃气管热熔焊接技术进行研究,研究成果成功地用于珠三角地区的燃气工程,取得了较好的经济效益和社会效益。PE燃气管焊接工艺流程先进,可实现全自动、半自动施工。PE燃气管接头连接牢固可靠,施工技术先进,设备操作简单,劳动强度低。
PE燃气管施工过程中无需配备较多的施工机具,节约成本,机动灵活。本工法可用于市政建设给排水、燃气管道安装以及石油、化工、水处理等领域适用于管径大于110mm,小于425mm的管道施工(一般不允许不同材质的PE燃气管直接对接)。PE燃气管热熔焊焊接是利用加热工具将管道或管件端面加热到210℃左右,在可控压力下持续一定时间,使两端面熔合为一体,形成符合质量要求的管道焊接接头。PE燃气管的焊接施工可以在管沟边进行也可以在管沟内进行,无论采取哪种方式都应将热熔焊机机架安置平稳。PE燃气管施工工艺流程:管道、管件的验收→焊接准备→连接部位端部铣平和同轴度校对→测量拖拉力→在可控压力下焊接→管道吹扫→试压。PE燃气管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。
热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。主要依据:设计图纸、现行《燃气工程用埋地聚乙烯管材》GB/T15558.GB/T15558.2技术标准;《聚乙烯燃气管道工程技术》CJJ63技术标准。PE燃气管焊接准备,检查焊接机状况是否满足工作要求,检查机具各个部位的紧固件有无脱落或松动。检查机电线路连接是否正确、可靠,检查液压箱内液压油是否充足,确认电源与机具输入要求是否相匹配。加热板是否符合要求(涂层是否损伤),铣刀和油泵开关是否正常等,用干净的布两管端部的污物。将管材置于机架卡瓦内,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。
PE燃气管材料属聚烯烃类高分子化合物,其分子由碳、氢元素组成,无有害元素,卫生可靠。在加工、使用及废弃过程中,不会对人体及环境造成不利影响,是绿色建材。PE燃气管材不仅韧性、挠性好,而且焊接性能,管道连接过程中施焊效果可靠,造价低。同时具有良好的气密性、耐腐蚀性和良好的抵抗裂纹快速传递能力,因而广泛用于市政、石油、化工、燃气等建设领域。PE燃气管材的应用是2004年科技成果项目。公司近年来开展对PE燃气管热熔焊接技术进行研究,研究成果成功地用于珠三角地区的燃气工程,取得了较好的经济效益和社会效益。PE燃气管焊接工艺流程先进,可实现全自动、半自动施工。PE燃气管接头连接牢固可靠,施工技术先进,设备操作简单,劳动强度低。
PE燃气管施工过程中无需配备较多的施工机具,节约成本,机动灵活。本工法可用于市政建设给排水、燃气管道安装以及石油、化工、水处理等领域适用于管径大于110mm,小于425mm的管道施工(一般不允许不同材质的PE燃气管直接对接)。PE燃气管热熔焊焊接是利用加热工具将管道或管件端面加热到210℃左右,在可控压力下持续一定时间,使两端面熔合为一体,形成符合质量要求的管道焊接接头。PE燃气管的焊接施工可以在管沟边进行也可以在管沟内进行,无论采取哪种方式都应将热熔焊机机架安置平稳。PE燃气管施工工艺流程:管道、管件的验收→焊接准备→连接部位端部铣平和同轴度校对→测量拖拉力→在可控压力下焊接→管道吹扫→试压。PE燃气管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。
热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。主要依据:设计图纸、现行《燃气工程用埋地聚乙烯管材》GB/T15558.GB/T15558.2技术标准;《聚乙烯燃气管道工程技术》CJJ63技术标准。PE燃气管焊接准备,检查焊接机状况是否满足工作要求,检查机具各个部位的紧固件有无脱落或松动。检查机电线路连接是否正确、可靠,检查液压箱内液压油是否充足,确认电源与机具输入要求是否相匹配。加热板是否符合要求(涂层是否损伤),铣刀和油泵开关是否正常等,用干净的布两管端部的污物。将管材置于机架卡瓦内,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。



中沙(天津)石化有中石化化销华北和沙伯(上海)基础有限公司两大经销商对其大部分产品进行销售,仅有极少部分由石化厂进行自销,通过了解,石化厂家后期将逐步增强直销销售范围,更进一步满足厂家需求。由于中沙(天津)石化是合资企业性质,低压和线性产品采用分开销售的方式:低压完全由中石化化销华北进行销售,线性完全由沙伯(上海)基础有限公司进行销售。
而对于异地库销售模式,因沙伯(上海)基础有限公司地处华东,原料需要从天津库运往上海库,以此满足华东地区厂家的需求,这样一来,说明中沙(天津)石化也存在异地库销售模式,只是没有中石化和中石油范围广泛。中沙(天津)石化在与经销商进行原料交易时,通常会签订协议,一般协议时间为半年或一年,如在此期间内,销售额达到或超出石化厂规定数量,石化厂会给予相应的优惠。对于运输方式来说,华北周边由于路途较近,交通方便,主要采用汽运;而华东地区则采用海运把原料先行运到上海库,然后在进行销售。
通过计算PE管材由于内壁相当光滑,单位长度水头损失仅为同口径铸铁管材的70%,可有效降低水泵的扬程,节约运行成本。PE管材较球墨铸铁管材具有更低的弹性模量,水锤压力的增值明显降低,可有效防止水锤压力波动对管材本身造成的危害,提高管道运行的性能。
PE管卫生条件好。,不含重金属添加剂,不结垢,不滋生细菌。柔韧性好,抗冲击强度高,耐强震、扭曲,可用于非开挖。独特的电熔焊接和热熔对接技术使接口强度高于管材本体,保征了接口的可靠。施工连接方便,沟槽开挖同普通产品,无需防腐处理。耐腐蚀,增大了管线的使用寿命,且能彻底解决引用水的二次污染,使用寿命长,正常情况下可使用50年。
球墨铸铁管的生产工艺中会出现一些铸造缺陷,如气孔、重皮、颈缩,甚至一些影响到管道正常使用寿命的缺陷,如,深裂纹,渗漏,等等。国内的很多厂家由于生产技术不足,造成管道废品率较高,所以经常采用焊补和胶补的方法来修复管道。产品标准中并没有限定管材不允许焊补和胶补,而修补过的管道经过锌层和沥青漆涂敷,从外表面上看是无法知晓的,所以这种方法很是被多数厂家赏识,即可以用来提高管道的表面质量,又可以提高管道的成品率。事实上,这种行为是不可取的。理由如下: 球墨铸铁上很难得到高质量的焊补,焊补过程将会改变该处的球墨铸铁的金相组织,修补部位可能留下一个缺陷,比如夹渣。它会加速腐蚀速度,修补仅限于管道表面,如果是影响正常使用的深裂纹,裂纹依然存在。
而对于异地库销售模式,因沙伯(上海)基础有限公司地处华东,原料需要从天津库运往上海库,以此满足华东地区厂家的需求,这样一来,说明中沙(天津)石化也存在异地库销售模式,只是没有中石化和中石油范围广泛。中沙(天津)石化在与经销商进行原料交易时,通常会签订协议,一般协议时间为半年或一年,如在此期间内,销售额达到或超出石化厂规定数量,石化厂会给予相应的优惠。对于运输方式来说,华北周边由于路途较近,交通方便,主要采用汽运;而华东地区则采用海运把原料先行运到上海库,然后在进行销售。
通过计算PE管材由于内壁相当光滑,单位长度水头损失仅为同口径铸铁管材的70%,可有效降低水泵的扬程,节约运行成本。PE管材较球墨铸铁管材具有更低的弹性模量,水锤压力的增值明显降低,可有效防止水锤压力波动对管材本身造成的危害,提高管道运行的性能。
PE管卫生条件好。,不含重金属添加剂,不结垢,不滋生细菌。柔韧性好,抗冲击强度高,耐强震、扭曲,可用于非开挖。独特的电熔焊接和热熔对接技术使接口强度高于管材本体,保征了接口的可靠。施工连接方便,沟槽开挖同普通产品,无需防腐处理。耐腐蚀,增大了管线的使用寿命,且能彻底解决引用水的二次污染,使用寿命长,正常情况下可使用50年。
球墨铸铁管的生产工艺中会出现一些铸造缺陷,如气孔、重皮、颈缩,甚至一些影响到管道正常使用寿命的缺陷,如,深裂纹,渗漏,等等。国内的很多厂家由于生产技术不足,造成管道废品率较高,所以经常采用焊补和胶补的方法来修复管道。产品标准中并没有限定管材不允许焊补和胶补,而修补过的管道经过锌层和沥青漆涂敷,从外表面上看是无法知晓的,所以这种方法很是被多数厂家赏识,即可以用来提高管道的表面质量,又可以提高管道的成品率。事实上,这种行为是不可取的。理由如下: 球墨铸铁上很难得到高质量的焊补,焊补过程将会改变该处的球墨铸铁的金相组织,修补部位可能留下一个缺陷,比如夹渣。它会加速腐蚀速度,修补仅限于管道表面,如果是影响正常使用的深裂纹,裂纹依然存在。



PE管、PE管件应根据施工要求选用配套的等径、异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。夹紧PE管材:用干净的布两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。
【PE燃气管MPP塑钢复合管现货充足】_润星电力管材(呼和浩特市分公司),固定电话:【18068949505】,移动电话:【18068949505】,联系人:王经理,塑料管材产业园。