

金海金属材料(山东省分公司)坚持以“质量求生存,诚信求发展”。不断丰富“科技为先,品质为本,追求卓越,诚信天下”的企业文化内涵,积j i参与市场竞争,靠“诚信广交朋友,靠服务增进感情,真诚为客户创造价值”,为广大客户提供更完善的服务。


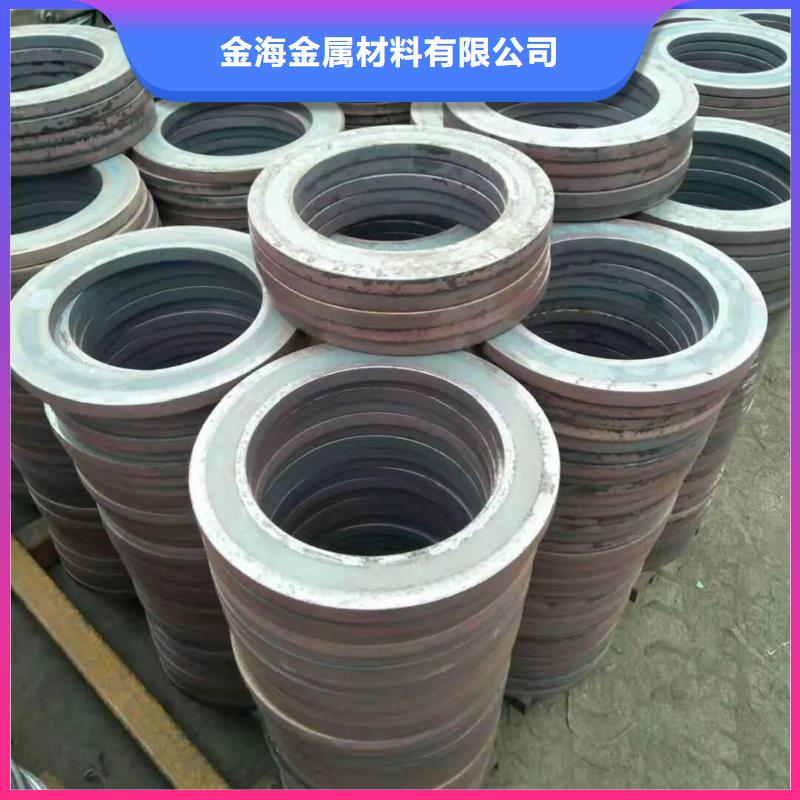
汽车金属冲压件范围从简单的冲裁模具到连续冲压模具,在追求生产效率的同时也兼顾产品质量。对于供货商的选择与管理亦相当重视,合作范围包括电镀/线切割以及为客户提供任何制造相关问题之解决方案。拿雅纳的产品可以适用于各种类型的行业,如电子、通讯和汽车等产业。
汽车金属冲压件模具尺寸:30公斤-1200公斤(重量) ;
700L*400W*350H(体积)
厚度范围:0.02毫米 - 8.00毫米
汽车金属冲压件 公差范围:±0.01毫米
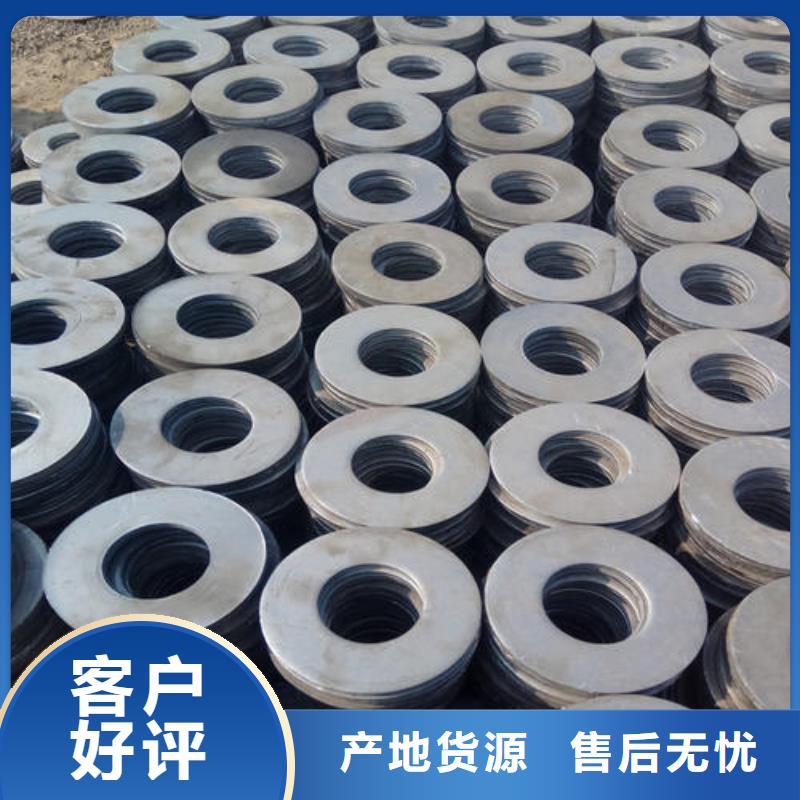
CPK率:≧1.33
汽车金属冲压件 月产量:10套(模具) ; 4500万件(冲压件)



冲压件
1,粘合、刮痕:由于材料与凸模或凹模摩擦而在制件或者模具表面出现的不良;
2,毛刺:主要发生于剪切模和落料模,刃口之间的间隙或大或小时会产毛刺;
3,线偏移:制件成形时,首先与模具接触的部位被挤压并形成了一条线;
4,凸凹:开卷线有异物(铁屑、胶皮、灰尘)混入引起凸凹;
5,曲折:由于应力不均匀、拉延筋匹配不良或者压机滑块控制不良等造成制件r角部位或者压花部位发生曲折、应变;
6,:由于压机滑块调整不良、压机精度低、气垫压力调整不合适、冲头或者r部位大等原因引起边缘或r部位。


冲压是的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。
冲压主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度、均匀;表面光洁,无斑、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。



生产经验丰富。我们工厂建厂多年,培养了许多有经验的工程师和工人。熟悉各种类型的冲压件的生产要点。
2、强大的设计能力。本厂可以自行设计模具。自己拥有多名实践经验丰富的设计工程师。有慢丝、中丝、线切割、数码铣削等模具加工设备。
3、工厂有实力。本厂有2 ~ 1000吨的冲床。还有各种加工设备。
4、服务安心。长期愉快的合作不仅需要订购-交付,还需要从沟通到设计、模型等各方面的沟通。威廉莎士比亚,坦普林,希望如此。如果服务能力跟不上,还会造成工作的影响。我们工厂一直把顾客的利益放在首位。真心为顾客着想。在合作中实现双赢。
